DD系列双盘磨浆机-图文-百度文库
发布日期:2020-03-16 13:53 浏览次数:
DD系列双盘磨浆机
450-800锥形磨浆机
附件下载链接
自动控制
操作说明书
 内容
注意事项
系统概述
安装要求
首次启动前
进退刀变频器参数设定
操作模式
人机界面布置操作
人机界面状态指示
参数设置
磨浆机启动
磨浆机停止
允许进刀
保护退刀
人机界面(维护/保养)
联系我们
内容
注意事项
系统概述
安装要求
首次启动前
进退刀变频器参数设定
操作模式
人机界面布置操作
人机界面状态指示
参数设置
磨浆机启动
磨浆机停止
允许进刀
保护退刀
人机界面(维护/保养)
联系我们
 注意事项
注意事项
-
磨浆机应有熟悉磨浆工艺、具有磨浆经验、同时具有高度责任心的人员进行操作。
-
在对本设备操作之前,请仔细阅读自控说明书,并接受培训。
-
严谨非专职仪表、电气维修人员开柜门进行检查、维修。维修前必须切断所有进线电源,防止意外事故的发生。
-
本控制台(或箱)安装在现场,必须进行严格的防水、防尘保护,同时柜体必须可靠接地。
-
本控制台(或箱)的所有进线、出线必须使用全屏蔽电缆。
-
操作人员在操作过程中必须保持双手清洁。
-
禁止用尖锐物品接触人机操作界面,如人机操作界面需清扫,请用干净的软布沾清水轻轻擦触即可。
-
本设备绝不允许在进、出浆阀门关闭的情况下启动设备运转。
今后如有变动,恕不另行通知。
系统概述
磨浆机自动控制系统是由人机界面MCGS-1062K、可编程控制器、功率采集变送器、进刀驱动装置组成的闭环反馈控制系统,其性能比较完善,自动化程度比较高,成浆指标比较稳定,操作简单且可靠。进刀机构根据可编程控制器(PLC)发出的指令实现变速进、退刀;可编程控制器(PLC)控制系统为整个控制系统的核心,在保证磨浆机可靠、正常工作的基础上,实现恒功率或恒能耗打浆控制;人机界面是操作员与可编程控制器(PLC)控制系统之间的联系纽带,实现数据的实时交换与状态的监视。
安装要求
-
本控制主柜安装
 位置有以下要求:
位置有以下要求:
-
要求环境通风良好、无振动。
-
柜体无防水保护,需注意防水。
-
环境温度0-40度,相对温度85%。
-
远离电磁干扰。
-
布线时请注意将动力线和控制信号线分开走线,以防电磁干扰。
-
所有接线必须用屏蔽电缆。
-
动力线(现场控制台或箱--电源进线)线径不小于直径2.5mm。
-
控制线线径不小于直径0.5mm。
首次启动前
-
检查磨浆机的工况,请参阅《磨浆机设备说明书》。
-
检查蜗轮箱及减速机润滑油液位是否正常,加油号请参阅《磨浆机设备说明书》。
-
检查密封水管连接情况,并保证密封水流量及压力正常且水质干净。
-
核对进退电机旋转方向:在“维护模式”状态下,进入“操作画面”按“快速进刀”按钮,进刀电机按进刀方向旋转。若运转反方向与要求不一致,调整变频器出线电机相序。
-
在“维护模式”下采用手动进刀方式,标定进刀行程,一般可取6mm。
-
保证磨浆机磨盘在脱开位置(接近开关常闭断开)。手动旋转联轴器,可以轻松旋转磨盘主轴。
-
检查磨浆机在串联工作或并联工作时进出浆阀门开关位置是否正常,磨浆机决不允许在出浆阀门关闭的情况下工作。
-
核对磨浆机主电机旋转放方向: 面向磨浆机,主电机顺时针旋转为正向。如反向运行旋转,需调整电机输入端相序。
-
减速机(如配置)润滑油油位正常,且冷却水测试正常。
-
启动减速机(如配置)润滑油泵,确保其旋转反方向与转向标志一致,润滑油压在0.8-2.5Bar。
-
主电机MCC送电,并选择“远程”控制位置。
-
以上各项工作均检查无误后方可启动磨浆机主电机。
进刀变频器参数设置
1.变频器送电前请检查进刀电机的铭牌功率与所选的变频器型号功率是否相对应(可查阅《GK600系列通用变频器用户手册》)。
2.在接线前请参阅《GK600系列通用变频器用户手册》中关于动力线路的相关内容。
3.合上控制柜内电源总开关,变频器得电。请严格按照第三章《安装及配线》提供的技术要求进行配线连接。首次上电流程图如下所示:
首次上电流程图
然后再把
1).《b组:运行参数》设置:
b1-00=1(端子控制)
2).《c组:输入/输出参数》设置:
c1-00=3(变频器运行中)
《c组:输入/输出参数》设置:
c1-01=2(变频器运行准备完成)
3).《f组:应用参数》设置:多段速频率设定
F1-00=2(变频器运行准备完成)
F1-01=2(变频器运行准备完成)
F1-02=15(变频器运行准备完成)
F1-03=35(变频器运行准备完成)
F1-04=50(变频器运行准备完成)
4.以上参数在设备调试时已经输入,其具体含义可参阅《GK600系列通用变频器用户手册》。如无特殊情况(例如更换变频器),则不用修改。至于其它没提到参数,不允许修改,否则会损坏变频器。具体修改步骤请参阅《GK600系列通用变频器用户手册》。
操作模式
控制地点:现场控制和远程控制(若配置)
现场控制:正常控制模式和维护控制模式
正常模式:手动控制模式和自动控制模式
维护模式:仅有手动模式
手动模式:快退、慢退、快进、慢进
自动模式:如果允许进刀指示变为绿色,点击一下手动控制模式按钮,将切换至自动控制模式。
维护模式:在该模式下不能启动磨浆机,但可以执行进退刀操作。
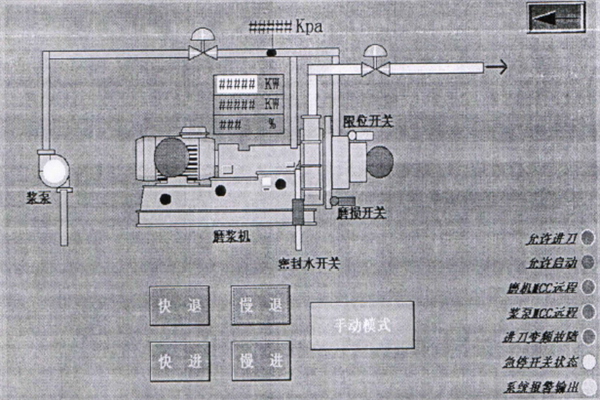
界面按钮
手动模式:点击一下将切换至自动控制模式,再次点击将返回至手动控制模式。
快 退:点击一下,磨盘将快速分离至限位开关,同时这也是一个快退状态指示灯。
快 进:在维护模式下,磨浆机没有运行时,按住该按钮,磨盘将快速闭合,当磨浆机在运行时,按住按钮,磨盘将慢速闭合。释放该按钮,磨盘将立即停止移动。同时这也是一个快进状态指示灯。
慢 退:选择现场控制模式且在手动控制模式下,按住该按钮,磨盘将慢速分开,释放该按钮,磨盘将立即停止移动。同时这也是一个慢退状态指示灯。
慢 进:选择现场控制模式且在手动控制模式下,如果允许进刀指示灯是绿色的按住该按钮,磨盘将慢速闭合,释放该按钮,磨盘将立即停止移动。同时这也是一个慢进状态指示灯。
主磨启动:启动按钮,选择现场控制模式下,如果允许启动指示灯是绿色的,点击该按钮,磨浆机立即启动运行。
主磨停止:停止按钮,选择现场控制模式下,点击该按钮,磨浆机立即停止运行。
浆泵启动:浆泵启动按钮,选择现场控制模式下,如果磨浆机正在运行或连锁解除,点击该按钮,磨浆机供浆泵立即启动运行。
主磨停止:浆泵停止按钮,选择现场控制模式下,点击该按钮,磨浆机供浆泵立即停止运行。
投入连锁:激活浆泵连锁条件,如下:
1.)磨浆机已启动并运行。
2.)磨浆机停止运行后供浆泵自动停止运行。
UNLOCK:释放浆泵运行连锁条件,此时浆泵可以任意启停。
人机界面状态指示灯
允许进刀:进刀条件完全满足,绿色=ok
允许启动:磨浆机启动条件满足,可以启动,绿色=ok
磨机MCC远程:磨浆机MCC控制在远程位置,绿色=ok
浆泵MCC远程:供浆泵MCC控制在远程位置,绿色=ok
进刀变频故障:进刀变频故障或断电,绿色=ok
急停开关状态:绿色=ok,闪烁=stopped
系统报警输出:绿色=ok,闪烁=alarm
限位开关:磨盘退刀限位,绿色=完全脱开
磨损开关:磨盘磨损限位,红色=完全磨损
密封水流量:密封水流量开关,绿色=ok
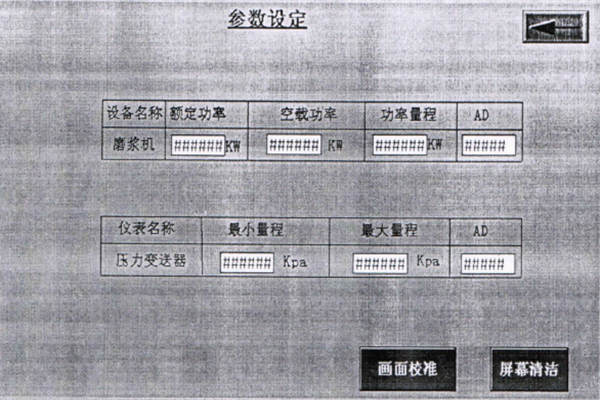
参数设置
空载功率:通水不进刀时的功率,这是一个实测值。在第一工作前应在参数设置画面中输入该参数。
额定功率:电机铭牌功率。工作前必须在参数设置画面中输入电机铭牌功率参数。
功率量程:功率计算最大值。
AD:功率信号的内容AD值,如4mA=6400, 20mA=3200.等等(若为变频器启动主电机则用通讯读取内部数据不用填写参数。)
压力量程下限:压力变送器量程下限值,Kpa.《参阅仪表名牌》。
压力量程上限:压力变送器量程上限值,Kpa.《参阅仪表名牌》。
AD:压力信号的内容AD值,如4mA=6400, 20mA=3200.等等(若为485通讯协议,则用通讯读取内部数据不用填写参数。)
磨浆机启动
如果下列条件均被满足,磨浆机可被启动:
1.)急停开关处于释放状态。(双色灯,红色是解除急停;变成绿色为急停状态)
2.)磨浆机MCC选择远程控制。
3.)磨盘完全脱开。
4.)密封水流量正常。
5.)减速机(若配置)润滑油泵运行且油压正常。
6.)非维护模式。
7.)允许启动指示为绿色。
磨浆机停止
如果下列条件有任何一个被满足,磨浆机可被停止:
1.)急停开关处于锁定。(双色灯,红色是解除急停;变成绿色为急停状态)
2.)现场停止命令或远程停止命令激活。
3.)主电机功率大于额定功率的1.1倍超过2秒。
4.)密封水流量低于下限值超过40秒。
5.)减速机(若配置)润滑油泵停止运行或油压报警超过6分钟。
允许进刀
如果下列条件均被满足,磨浆机可被允许进刀:
1.)浆泵已运行。
2.)进浆压力大于70Kpa。
3.)进浆压力低于350Kpa。
4.)磨浆机已运行。
5.)功率信号线路正常。
6.)允许进刀状态指示灯为绿色。
保护退刀
如果下列条件有任何一个被满足,磨浆机将快速退刀:
1.)主电机功率大于额定功率的1.05倍超过2秒钟。
2.)允许进刀条件不满足。
3.)快速退刀命令被激活,现场或远程(如配置)。
屏幕维护、保养
请使用湿布对操作单元定期进行清洁。可以在参数设置画面中选择画面清洁功能,屏幕会进入一个功能锁定时间,这样可以保证在清洁触摸屏时,功能不被触发。
只能使用清水和冲洗液或荧屏清洁剂来打湿擦布。绝对不要将清洁剂直接喷向屏幕,只能喷洒到干净的擦布上,不要使用强力溶剂或磨擦粉末。
屏幕维护、保养
地址:河北省保定市满城县中山东路1083号
邮编:072150
电话:0312-7130888(销售);0312-7130800(售后);0312-7130818(技术);0312-7130815(技术)
手机:13930292800 (杨) 13582091258(石)
传真:0312-7130836 0312-7130801
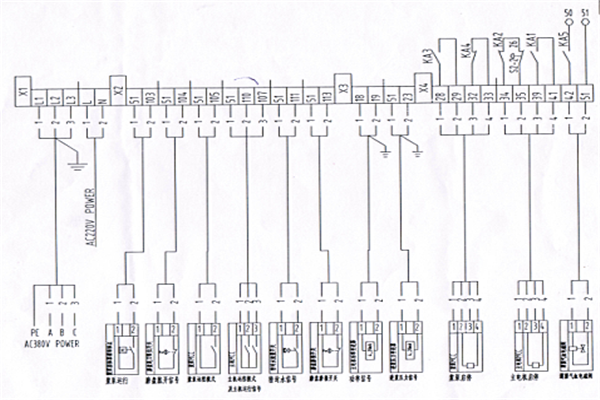
附图: